Square and rectangular bar bending: pressure vessel rings and tight-radius spirals on the SB3X-140
When Spray Engineering, a sustainability-focused manufacturer of process equipment for the sugar, distillery, biofuel and wastewater industries, needed a single section bender for square and rectangular bar bending (both their day-to-day ring work and a demanding edge case), standard machines fell short. Spray’s everyday production is bending large support rings for their pressure vessels, where consistent ring geometry and short flat ends drive throughput. The proof-of-capability bend is something different: spiraling 100 x 30 mm S355 flat bar down to inside diameter 500 mm. That is a tight ID for that section size, where both side-roll force and drive torque have to stay high through the entire bend.
Spray Engineering positions itself around “zero carbon emissions, zero energy waste”, building process equipment that helps heavy industry decarbonize across 40+ countries. SweBend shares that ethos. Machines built to last decades and adapt to new tooling rather than be replaced is sustainability built into the steel: every bend made on this machine over its service life is a bend that didn’t require a replacement machine or a new electrical cabinet.
Key takeaways
- The SB3X-140 is a heavy-duty section bending machine from SweBend, sized for everyday bending of large support rings and configured to also spiral square and rectangular flat bar to small diameters.
- Customer: Spray Engineering, a sustainability-driven manufacturer of advanced process equipment for sugar refineries and the wider biofuel industry.
- Primary use at Spray: bending support rings for their pressure vessels, with consistent ring geometry and short flat ends across the full diameter range.
- Proof-of-capability bend: 100 x 30 mm S355 flat bar spiraled to ID 500 mm. A tight inside diameter for that section size.
- Side-roll bending force and drive torque are sized at the high end, so the same machine handles both Spray’s everyday throughput and the demanding spiral.
- Wireless Bluetooth Control (no CNC) keeps the operator mobile and safe around the workpiece.
A finished closed ring rolled from flat bar on the SB3X-140 - consistent radius the whole way round and short flat ends are what let a section weld up into a true circle.
Heavy-duty square and rectangular bar bending: from production rings to tight-radius spirals
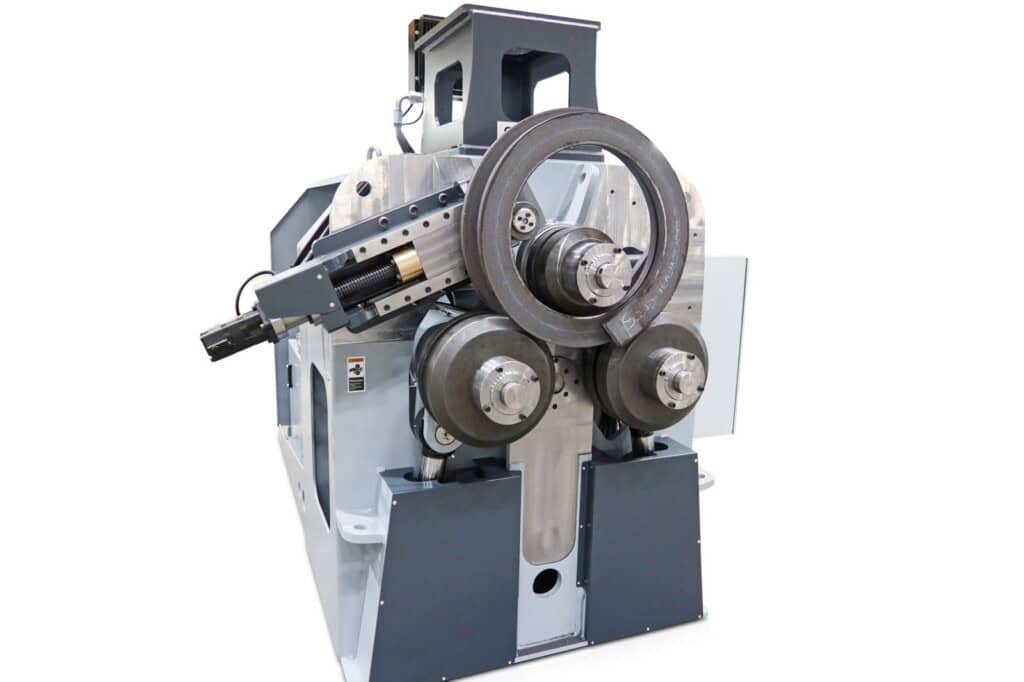
The SB3X-140 is a section bending machine sized to handle Spray’s full range of work. The base machine (horizontal shafts for vertical bending, high side-roll bending force, high drive torque) handles the everyday job of bending large support rings for Spray’s pressure vessels with consistent geometry and short flat ends. A special set of rolls plus a hydraulic lifting roll and a hydraulic lift/pitch roll unit (operable on either side of the machine, both clockwise and counter-clockwise) extend the same machine into spiraling square and rectangular bar at the small-ID end of the envelope. A dedicated calibration unit with digital readout closes the loop on the final ring geometry. The machine sits in SweBend’s section bending product line at the high-capacity end, the same family that handles structural sections for energy, infrastructure, automotive and process-equipment manufacturers.
Bluetooth Control Unit instead of CNC
Both the ring bending and the square and rectangular bar spiraling work are manual-skill processes. The operator needs to read the work, walk around it, and adjust on the fly. The SB3X-140 ships with SweBend’s wireless Bluetooth Control Unit, which gives the operator full control over rolls, pitch and lift from any position around the machine. No fixed station, no blind spots, no menu trees. That choice keeps the workflow safe and efficient without sacrificing repeatability.
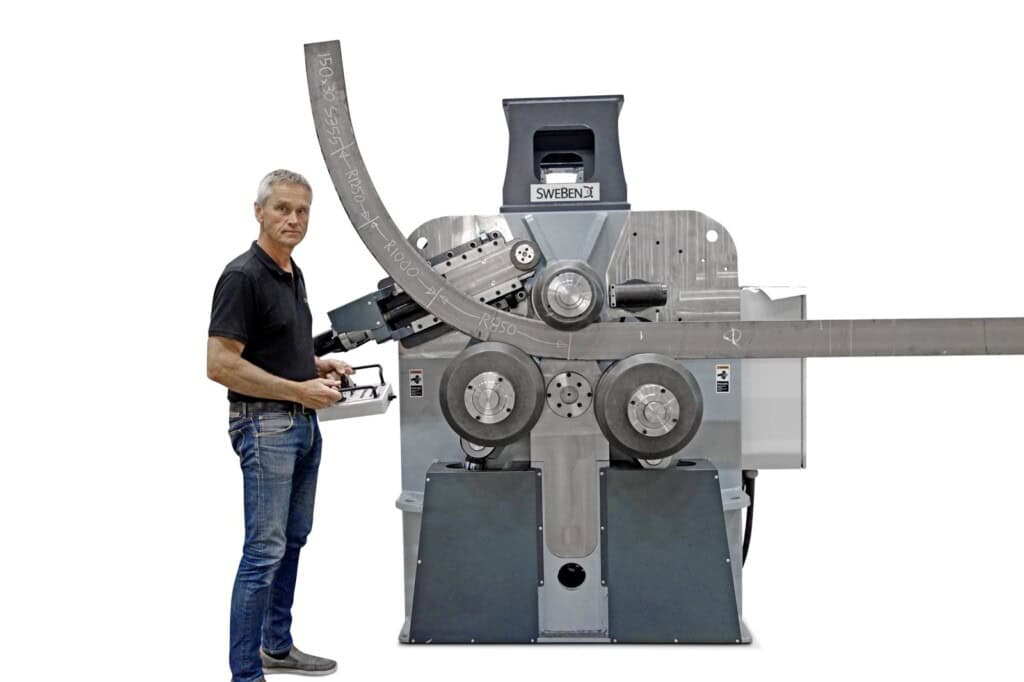
The operator runs the SB3X-140 from the Wireless Bluetooth Control, free to move around the workpiece while a 150 x 30 mm S355 flat bar is bent to progressively tighter radii (R1250, R1000, R850).
Diameter range 1500-6100 mm: production rings on one end, ID 500 mm spirals on the other
The headline proof bend is a 100 x 30 mm flat bar in EN 10025 S355 spiraled down to inside diameter 500 mm. That is a tight ID for that section size: the section is deformed to a radius only a few times its thickness. For Spray’s day-to-day work, the same machine handles diameters from 1,500 mm up to 6,100 mm (the range of support rings used across their pressure vessel program) with the same tooling family. One machine, two ends of the envelope: large production rings on one side, tight square and rectangular bar spirals on the other.
Bending power and drive torque without compromise
Two things define what a section bender can do at the limits: side-roll bending force and drive torque. The SB3X-140 is built at the high end of both. Peter calls it a “true monster-machine.” Tight roll geometry combined with the highest available side-roll bending force keeps the bar in plane through both the spiral and the heavy ring work, and minimizes the flat ends that have to be cropped after pre-bend. That means less scrap per ring and shorter cycle times across a production run.
The complete configuration includes hydraulic and electric system for 415 V / 3-phase / 50 Hz operation, an oil cooler with provisions for an external cooling unit (so duty cycles stay long), the special spiraling roll set for square and rectangular bar, hydraulic lifting roll, hydraulic lift/pitch roll unit, calibration unit with digital readout, and the Bluetooth wireless control.

The tall column on the right is the hydraulic lifting roll - a top support that catches the spiral as it forms, for ring and spiral diameters from Ø1500 up to 6100 mm. The ASEA overhead crane behind it shows the scale of the heavy-duty end of SweBend's section bending range.
Sustainability built into the steel
Spray Engineering’s case for buying a SweBend machine isn’t only the spiral. It’s the alignment of values. Spray’s whole positioning is “better for business, better for the planet”: process equipment designed so heavy industry can decarbonize. SweBend builds machines on the same logic. A tailored bender that runs for 50+ years and accepts new roll sets as production requirements evolve is, in raw life-cycle terms, a low-carbon machine. The SB3X-140 is configured exactly that way with application-specific spiral rolls, but a base machine sized to take new tooling for the next twenty years of Spray’s production.
Designed for today. Prepared for future parts.
The spiraling roll set is application-specific to Spray’s flat bar geometry. The base machine is not. As Spray expands its product mix (new pressure vessel diameters, new flight pitches, new ring sizes, new bar sections) the SB3X-140 accepts new roll sets and remains in service. SweBend’s smaller sibling in the same family, the SB3X-105, has been spiraling for a decade in similar applications. The same logic carries over to a related angle bar leg-out spiraling case in the structural sector: tooling adapts, the machine doesn’t get replaced.
Intelligent precision. Swedish craftsmanship.
SweBend – Built around YOUR Bend.
“On a flat bar spiral this tight, you are fighting two things at once: drive torque to keep the bar moving and side-roll force to actually deform it. If either drops mid-bend, the section twists out of plane and the ID drifts. The SB3X-140 has the headroom to keep both up through the whole spiral, which is why we get short flat ends and a clean ring on the first pass. The same headroom means easy daily ring bending of Spray’s larger support rings.”
Peter Nilsson, CEO & Founder, SweBend
Post author

Peter NilssonCEO & Founder
With decades of experience in bending technology and industrial metal forming solutions.
Last updated: 2026-06-11